What is Class A Die Cutting?
 Class A die cutting is the process of using a male and female die to manufacture flexible material components with increased accuracy and precision when compared to traditional die cutting processes which use a cutting die against a flat surface. The male and female class A die ensure that the cut edges will not have flash or microscopic edge rolls as would occur when a cutting surface pushes through a material into a flat surface. With male to female tool tolerances of less than 10/1000 clearance between the contact surfaces, the Class A die cuts and shears versus pressing and bursting through.
Class A die cutting is the process of using a male and female die to manufacture flexible material components with increased accuracy and precision when compared to traditional die cutting processes which use a cutting die against a flat surface. The male and female class A die ensure that the cut edges will not have flash or microscopic edge rolls as would occur when a cutting surface pushes through a material into a flat surface. With male to female tool tolerances of less than 10/1000 clearance between the contact surfaces, the Class A die cuts and shears versus pressing and bursting through.
Advantages and Disadvantages of Class A Die Cutting Services versus Traditional Rotary or Flatbed Die Cutting
Advantage: Has a higher level of precision than other types.
Advantage: Class A progressive is high speed, producing multiple parts per second “progressive” refers to a die set that is web (or roll) fed. Several forming stages are built into the die set so that with each stroke several processes occur. The press then advances the web of material for the next stroke. For example: If the part has 2 internal features, the die will have 3 processes. The first stroke will cut the first feature, the second stroke the second feature then the third stroke will blank the part, or cut the external perimeter. MCL Industries does have a high speed punch press that can be fitted with a progressive die.
Advantage: Can cut or impress multiple features into a part in a single step.
Disadvantage: Has higher startup costs than other types of die cutting because of cost of design and manufacturing two tool surfaces. Complex die assemblies are machined to the highest precision and have tight tolerance linear bearings and moving parts.
Disadvantage: Has a longer startup phase with extended tool manufacturing timelines.
 One of the main advantages of Class A Die Cutting is that it can be used to manufacture very complex parts.
One of the main advantages of Class A Die Cutting is that it can be used to manufacture very complex parts.
There are cases in which the Class A tooling cost becomes prohibitive, particularly when tolerance is not the main consideration. In these cases, we may take a step down from Class A is and use engraved tools. With engraved tools, the material will need to be reregistered for each progressive cut, which can affect the accuracy of the die strike – a situation that does not factor in with Class A. When tooling cost is a large factor, and wider tolerances can be accepted, the next choice in line would be rotary or laser die cutting. With the lowest cost tooling, and the lowest tolerances, flatbed die cutting is often the choice for non-precision parts.
Sample Tolerances Comparing Class A to Rotary and Flatbed Die Cutting with a .010” thick Polycarbonate film
Flatbed: +/- .025”
Rotary: +/- .010”
Class A: +/- .001”
Materials Commonly used in Class A Die Cutting Process
Class A Die Cutting is typically used to create precise features on thin and hard materials. Normally the maximum thickness of a material used in Class A would be .040-.050” since beyond this thickness, the required pressure of the die would tend to extrude the material during the cutting process. Some materials we commonly Class A Die Cut include:
- Polycarbonate
- Metal foil up to .010” 10/1000”
- Polyester
- Nylon
- Polyolefin
- Kapton™
- Nomex™
- PEEK™ Films
The Class A Die Cutting Process
- Consult with our team to determine if Class A is the best process for your needs based on cost, volume, and precision.
- We evaluate your product drawing and specifications, shape and size of features, relative location of the features to others, and determine if we need to use a progressive Class A process, or other die cutting methods.
- If necessary, we send a material sample to the tooling manufacturer to test and to ensure specs can be accomplished.
- Design and manufacture the tooling design (see costs and timelines below)
- Load the die and feed the material.
- Conduct internal part inspection, and send out first articles of inspection to customer.
Sample Timelines & Cost for Die Cutting Tool Manufacturing Involving a Simple Tool With Six Punching Features
The timelines below provide a basic estimation of turnaround time and cost for tooling manufacture. As with cost factors, the tooling timelines are smaller for less precise processes. Keep in mind that these are sample prices and not intended to be exact quotations for your project.
Flatbed Tooling Cost & Timeline: For the example tool discussed above, we manufacture flatbed tooling in house, and can complete in 1-2 days for less than $500
Rotary Tooling Cost & Timeline: Rotary tooling may take around two weeks to complete and may cost $1,500-$2,000 for the example provided.
Class A Tooling Cost & Timeline: Class A tooling in this example may cost $8,000 – $15,000 with delivery at about four weeks.
Products that can be made with Class A die cutting
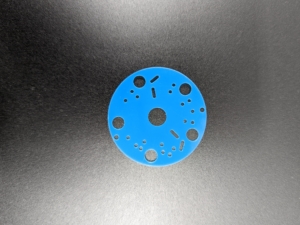
Any high volume product made from a hard, thin material, which requires a high level of accuracy and speed may be a candidate for Class A Die Cutting services. Some examples of products we have manufactured using this process include: Precision gaskets with tiny apertures and other features; Credit Cards blanks; Automotive assemblies and components.
Why Choose MCL for Class A Die Cutting?
MCL Industries is an ISO 9001:2015 certified company with vast experience in Class A Die Cutting, and our customers appreciate the expertise we provide. Our engineering team takes a consultative approach which saves our customers time and money. These savings are a result of our flexibility in manufacturing process, which may involve customizing equipment to streamline production, creating custom die holders or feed mechanisms, or a range of other creative solutions. The savings are also a result of our quality system, and our ability to suggest the ideal process or materials to fit your budget, timeline, and tolerance needs.